
随着近年来LED光效的不断提升,LED的寿命和可靠性越来越受到业界的重视,它是LED产品最重要的性能之一。LED产品制造中的每一个元件和环节都会对其可靠性和寿命产生影响,其中LED器件与印刷电路板(PCB)之间焊点的可靠性对于确保LED灯具的整体可靠性至关重要。本文阐述如何了使用热冲击测试来分析科锐XLamp® 大功率LED器件的焊点可靠性,旨在帮助科锐的用户掌握科锐LED器件的应用和设计的注意事项,提高产品研发效率和质量。
一、焊点可靠性的影响因素
LED应用设计中,几个焊点非常重要,如图1所示,三个焊点的可靠性是确保热量从LED结点传递到散热器的关键所在。
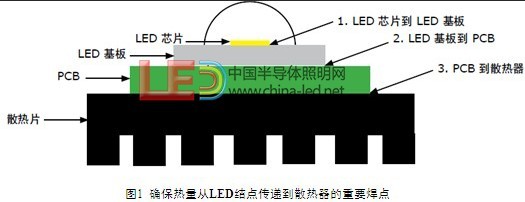
1. LED芯片到LED基板的焊点
这点通常由LED制造商确保其完整和可靠,在设计LED封装时应考虑如下因素。1. LED 芯片和LED基板的物理性能 2. 材料选择 3. 焊点几何形状(焊盘尺寸和形状、焊盘相对于阻焊层的放置位置)4. 散装焊料合金的机械性能 5. 在焊点/散热盘界面形成的金属间化合物的性质及其结构;
2. LED基板到PCB焊点和PCB到散热器焊点
灯具制造商在应用和设计中确保这两个焊点的可靠和完整性。LED基板与PCB之间焊点的完整性是LED 产品长期流明维持率和可靠性的主要决定因素之一。焊点可靠性不仅取决于焊料合金,还取决于LED器件和PCB的金属镀层。此外,回流温度曲线对无铅焊点的性能也有着显著影响,因为它会影响焊点的浸润性能和微观结构。焊点损坏或存在缺陷会导致开路失效状况,进而导致灯具电气性能完全失效。
对于LED器件焊接至PCB的可靠性,要考虑的关键特性是LED器件与PCB材料之间热膨胀系数的差异。工作条件的变化会导致因膨胀系数失配而产生不同的力。这些力可能会被一些机械作用(如LED基板弯曲)放大。对于较大封装尺寸LED在坚硬的PCB上的焊接,距离LED封装中心最远的焊点因膨胀失配而产生的应力最大。
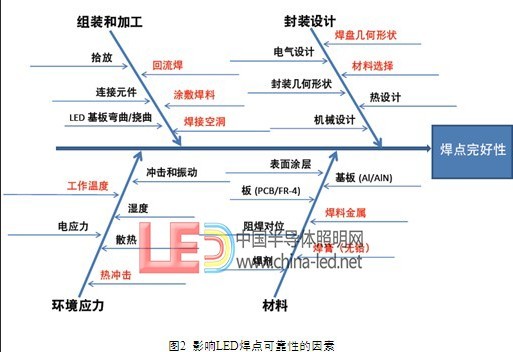
综合而言,图2展示了影响LED焊点的各种影响因素,其中部分红色显示的因素为此文中研究重点。本研究利用热冲击来评估所选大功率XLamp® LED器件的焊点可靠性。热冲击测试的升温速率远远高于热循环测试,因此对焊点造成的损坏也严重得多。通过热冲击测试结果可以更深入地了解焊点的可靠性。
二、研究方法和设备
本研究中使用表面贴装技术(SMT)的回流焊工艺焊接LED与PCB,即LED卷盘→将焊膏丝网印刷到测试板上→拾取LED元件并放置到PCB上→回流焊。采用了科锐四款高功率XLamp® LED进行试验,选择不同封装的尺寸如表1所示。本研究中使用的MCPCB板由阻焊层、铜电路层、薄导热绝缘层和金属芯基材层组成。这些层层叠并粘合在一起,构成一个散热路径。每款LED各三十颗,选用的MCPCB板可焊接十颗LED,即每款LED使用三块MCPCB板。本研究使用Indium8.9空气回流免清洗焊膏,此焊膏专为适应锡-银-铜(SAC)无铅合金系统的高温而配制。焊膏成分包括96.5%的锡(Sn)、3.0%的银(Ag)和0.5%的铜(Cu),属第3类金属负载。可靠焊点的形成取决于回流焊工艺的时间和温度曲线,以及熔融焊料迅速且均匀地浸润表面涂层,并通过相互作用在接合界面形成一个厚度均匀的金属间化合物层的能力。所有这些因素都会直接影响焊点的形成和可靠性能。科锐建议回流焊后的焊点厚度约为3mil(75μm),焊点厚度可以使用带刻度盘的光学显微镜进行验证。
使用的设备是MPM Momentum模板印刷机来完成焊膏印刷,印刷机模板厚度为6mil,模板框架尺寸为73.7cm x 73.7cm。使用JUKI FX-3贴片机,回流过程中使用Heller 1809 MK III 对流回流炉,回流炉有八个加热区和一个冷却区,回流焊工艺参数见表2,本研究中使用的 XLamp® LED符合JEDEC J-STD-020C标准。有关科锐XLamp® LED贴片拾放操作、焊接和处理以及热管理的更多详细信息,可从科锐网站提供的应用说明中获取。

三 结果分析
1. 焊点空洞
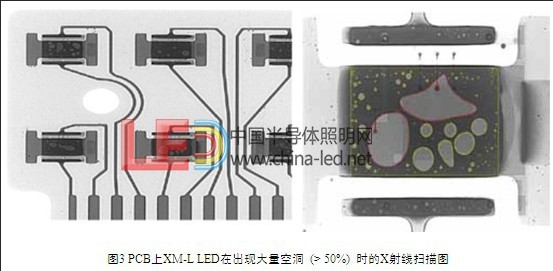
回流焊后,目视检查焊点,没有观察到存在以下焊点缺陷:虚焊、焊料凸点、锡桥或元件立起等。此外,还使用实时X射线成像对LED封装进行检查,以进一步评估焊料的连接质量,查看是否存在断开触点、阳极/阴极触点与散热盘之间是否存在短路现象、焊盘与焊接空洞之间是否存在多余的焊料。研究发现,焊接空洞少于30%(即焊料的无效焊区少于30%)为理想状态。焊接空洞大于50%容易导致焊点失效。本研究中,科锐选择分析焊接空洞小于30%和大于50%时的焊点可靠性。
我们发现,XB-D、XP-G和XM-L HVW LED器件的空洞范围在5%至30%之间;XM-L LED 器件的空洞大于50%。所有器件中都没有观察到阴极/阳极触点与散热盘之间存在多余焊料的迹象。空洞会影响热性能和电气完整性,进而导致元件与PCB之间热阻增加,因此,LED器件与MCPCB之间存在过多焊接空洞是一个关乎可靠性的问题。我们有意减小了XM-L焊料模板设计尺寸,以减少LED器件下方的焊料覆盖面积。从图3可以看出,焊料覆盖面积减少会使LED下方因缺少焊料而出现大量空洞。焊料覆盖面积减少导致LED器件下方因缺少起到浸润作用的焊料而出现大量空洞。
2 热冲击测试
热冲击测试是疲劳寿命测试中发展速度最快的一种形式,是温度变化速率很高的一种温度循环类型。该测试是通过在指定时段内在高温(如125℃)和低温(如-40℃)两个“腔室”交替输送所测试产品来实现的。热冲击测试期间,焊点会经历高低极端温度之间165℃的温度差。温度迅速变化的过程中,组装板不同部件之间会出现较大的膨胀系数差异。不仅膨胀系数差异会导致产生此引力,更重要的是,不同部件之间的温度差也会导致产生此应力。大面积不均匀膨胀导致焊点出现较大的塑性变形,而且其程度远远大于现实应用中可能出现的变形,原因是现实应用中温度变化较为缓慢。因此,冲击测试会明显加快失效机理的演变过程,从而能够在较短的时间内诱发潜在失效状况。

我们观察到,在达到2000次热冲击测试时,XB-D LED未出现失效状况,XP-G LED 失效两次,XM-L HVW LED失效四次,XM-LLED失效十次。热冲击测试结果表明,LED器件与PCB之间焊接空洞大于50%的较大LED器件出现失效状况的时间比焊接空洞小于30%的LED器件早得多。

对热冲击数据使用威布尔分布进行分析,了解冲击失效机理。本研究中,使用威布尔概率图对XLamp® LED的失效数据建模。二参数威布尔分布通过形状和尺度参数定义。威布尔累积失效分布用于拟合失效数据所对应的周期次数。公式F (N) = 1 - exp (-N/N0)m,其中,F (N) 是累积失效分布函数,N是热循环次数。N0是被称为特征寿命的尺度参数,即失效发生率为 63.2%时的循环次数。形状参数m表示威布尔曲线的形状;m增加时,循环中的失效次数减少。二和四之间的形状值视为稍微正常。形状值小于二形成右倾曲线,形状值大于四形成左倾曲线。
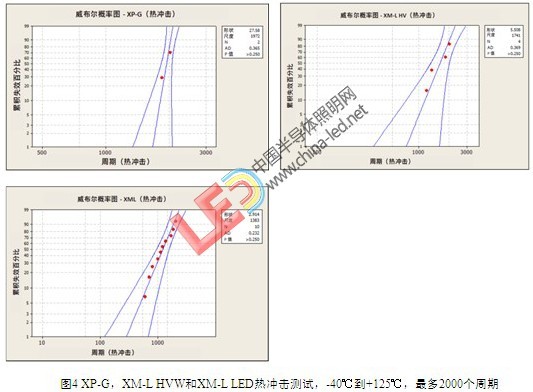
从威布尔概率图4显示,空洞小于30%的较小LED器件下的焊点其表现优于空洞小于30%的较大LED器件下的焊点。相反,空洞百分比升高至大于50%会导致焊点性能差。此外,焊点的特征寿命还表现出对空洞程度很强的依赖性,空洞百分比越小,特征寿命越长。
3 失效焊点
失效焊点的横截面显示元件侧面焊料主体中存在裂纹。这些样品呈现了无铅焊料合金中热机械疲劳失效的典型微观结构。在本研究中,我们还使用扫描电子显微镜(SEM)、能量色散X射线(EDX)分析和光学显微镜检查了焊点接口,以评估焊点的完整性和可能出现的疲劳失效模式。
通过执行横截面分析焊点在热冲击测试后的表现,如图5所示。失效焊点的横截面显示,在四款LED器件中,疲劳断裂都是从焊料边缘开始。大部分疲劳裂纹都存在于焊料迹线主体内部的锡和银颗粒之间,并沿最高应变方向扩展到整个焊料长度。

横截面研究表明,存在焊料裂纹且一直延伸到焊点边缘,焊点边缘是最大应力集中的位置。这些裂纹发生于焊料主体内部区域,从焊点的一个边缘一直延伸至另一边缘,不仅会降低电气性能,而且还可能导致焊点出现机械故障。XB-D LED是本研究中尺寸最小的LED,XM-L HVW的基板是XB-D表面积的四倍多,两款 LED的空洞都小于30%,但研究显示,XB-D LED器件下方的焊点裂纹却没有XM-L HVW那么严重。观察到的裂纹都是典型的焊点疲劳断裂,通常与对偶/联结材料之间热膨胀系数差异所诱发的热冲击应力相关。
基于以上观察,我们的结论是:LED器件封装尺寸对焊点裂纹的产生具有很大影响。XM-L HVW是本研究中最大的LED封装尺寸,XB-D是本研究中最小的LED封装尺寸,两款LED的空洞都小于30%,但研究显示,与XB-D相比,XM-L HVW下方的焊点失效最多。较大LED器件下方的焊点裂纹呈连续状态,从焊料的一个边缘一直延伸至另一边缘,无间断。横截面图像显示了元件侧和PCB 侧的裂纹外观。不过,元件侧的裂纹扩展程度更为严重。
四 结语
本文研究影响焊点可靠性的各项因素,测试结果表明,焊点可靠性很大程度上取决于LED的封装尺寸和焊接空洞百分比。焊接空洞越多,可靠性越低;基板尺寸越大,可靠性明显降低。通过-40 ℃ 至 +125 ℃的热冲击测试分析了各种尺寸XLamp® LED器件与PCB之间无铅焊点的可靠性。焊点微观结构的分析表明,焊点主体内部走向LED元件侧的裂纹是由焊点疲劳失效所致。热疲劳失效模式与无铅焊点相关,是由材料的热膨胀系数差异所致。这些热膨胀系数差异是在材料界面产生应力和机械应变的原因所在,会导致焊点中产生疲劳裂纹并不断扩展。
最后,为避免焊点过早失效,科锐建议始终对XLamp® LED使用推荐的焊盘布局、焊膏和回流焊温度曲线,具体信息可在科锐的相关焊接和处理文档中找到。
科锐将参加6月9-12日2013广州国际照明展,科锐展台位于琶洲展览馆A区4.1馆B02展位,更多的技术支持和服务欢迎与科锐的团队详细探讨。