
目前,LED技术日益走向成熟,其面世以来宣扬的寿命长的优点一直是大众关注的重点之一。但是从近些年看来,在LED生产和应用当中,我们还是碰到不少“死灯”现象。所谓死灯,又称为灭灯,就是LED光源不亮。不管是生产还是应用当中产生的死灯,都是生产厂商十分头疼的难题,既要面对产品不良带来的损失,也影响了消费者对LED产品的信心。
因此,对一些常见的LED死灯原因进行研究分析,有助于我们减少和预防LED产品失效现象重复发生,保障产品质量和提高产品竞争力,同时也为企业技术改善和提升提供参考,从而为企业创造更大的经济效益。
香港科技大学佛山中心自2011年成立以来,积累不少死灯案例,总结下来,常见的LED死灯原因主要有以下几种情况:
1.焊线断裂
对于“死灯”,首先我们应确定LED是短路还是开路,如果是开路,我们一般会考虑LED灯内部的焊线是否断开。LED灯内部的焊线断开,导致LED没有供电电压,这是LED死灯的常见原因之一。焊线常见的断开位置有5个地方,如图1所示A、B、C、D、E点:
焊线断开位置图示 ▼
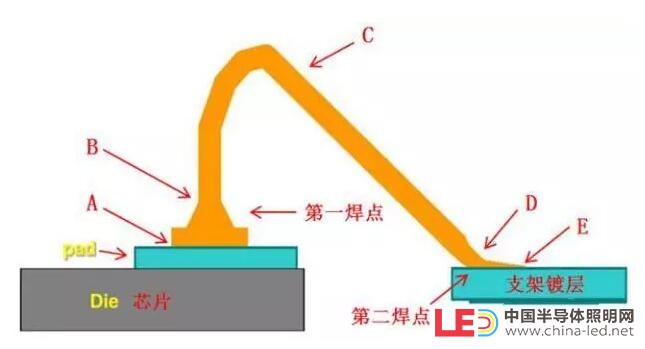
A点:芯片电极与金球结合处;
B点:金球与金线结合处即球颈处;
C点:焊线线弧所在范围;
D点:支架二焊点与金线结合处;
E点:支架二焊点与支架镀层结合处。
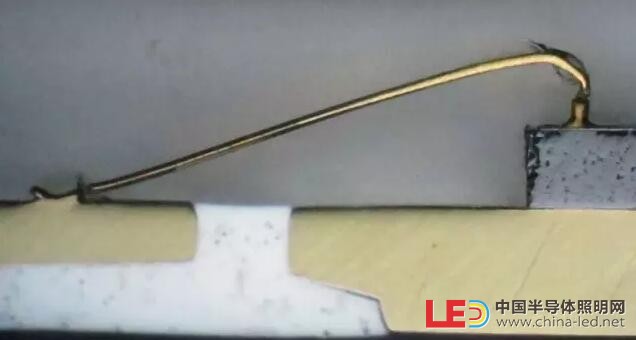
利用光学显微镜和电子扫描显微镜(SEM)对样品进行截面剖析或溶胶后可以检查焊线断裂的位置,有助于进一步的原因分析。以下为大家提供的案例,焊线断裂的位置以及断裂的原因都不相同。
1.1案例1
失效灯珠型号为5730。灯珠是经过100循环冷热冲击试验后出现死灯的。对失效样品进行截面剖析后,发现失效样品第一焊点和第二焊点位置周围的硅胶有爆裂,第二焊点D点已经断开,如图2~图4所示。
失效样品截面形貌 ▼
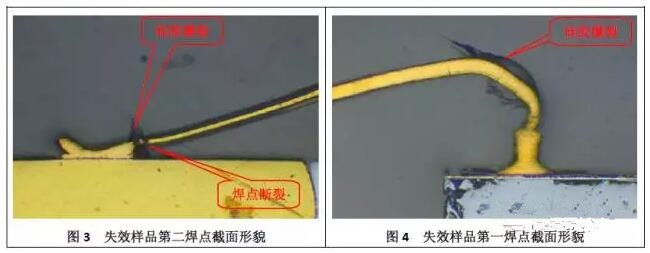
由于硅胶和金线的热膨胀系数差异较大,在经过100循环冷热冲击试验后,硅胶与金线在不断地膨胀又收缩,而金线焊点折弯处就是应力集中点,故最容易造成焊点周围的硅胶爆裂,硅胶的开裂则导致焊线第二焊点最弱处D点断开,最终样品出现死灯。
1.2案例2
失效灯珠型号为仿流明灯珠批灯珠在灯具上使用一段时间后出现死灯,点亮时灯具上每颗灯珠分配的电流大概为500mA。首先,我们对其中一些失效样品进行溶胶后检查发现,所有失效的灯珠都是4个第一焊点断裂,而4个第二焊点都保持完好,如图5~图8所示。
然后,我们又对失效样品进行截面分析,发现芯片正上方的硅胶出现爆裂,如图9和图10所示,其他区域的硅胶完好。

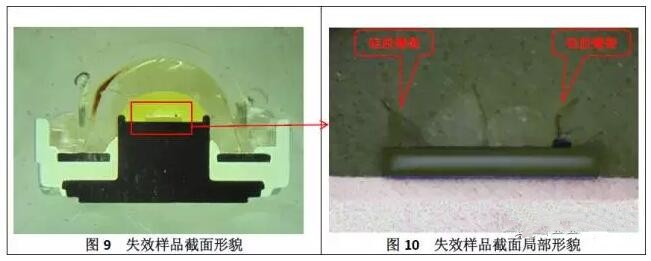
由于出现断裂的4个第一焊点都是集中在芯片上方,保持完好的4个第二焊点是在支架上。说明很可能是芯片上方的硅胶爆裂造成4个第一焊点的断开,而且硅胶爆裂的位置主要集中在芯片,也即是热源的正上方。
另外,灯珠点亮时电流较大(500mA),可推测是芯片过热造成芯片上方的硅胶爆裂。仔细检查灯珠散热路径,发现灯珠芯片过热很可能与灯珠底部热沉采用导热硅脂与PCB板贴合有关,对于这种大功率的灯珠导热硅脂散热效果不够好。
2.固晶层剥离
对于一些采用垂直芯片的LED灯珠来说,固晶层底部与支架镀层剥离是比较常见的死灯原因。
2.1案例
失效样品为直插式的LED灯珠,使用过程中出现死灯,不良率为1.5%。我们对失效样品进行截面检查后发现,金线焊点均保持完好,如图11~图13所示。但发现固晶层与支架镀层完全剥离,而且封装胶与支架杯壁也出现剥离,如图14所示。
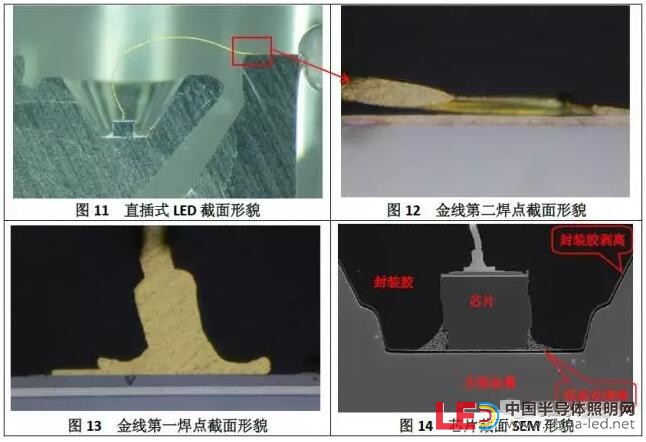
由以上观察到的现象可以判定,造成灯珠死灯的原因是封装胶水与支架界面间出现剥离现象,剥离程度和区域随着使用过程加剧而扩展,进一步造成固晶胶与支架剥离,最终导致样品出现死灯。也可能是封装胶水粘接性不良造成封装胶水与支架界面间出现分层。
3.焊点烧毁
有些情况下,灯珠死灯不一定是灯珠本身的问题,也有可能是使用的电源供电引起的。
3.1案例
失效样品是是仿流明LED灯珠,该LED灯珠使用一段时间后出现死灯。对多个失效灯珠溶胶后进行检查,均发现失效灯珠芯片2个P电极金线焊点和附近的电极图形线路已经烧毁,2个N电极金线焊点、电极图形线路和支架上的4个第二焊点均保持完好,未发现有烧毁或断裂的情况,如下图15和图16所示。
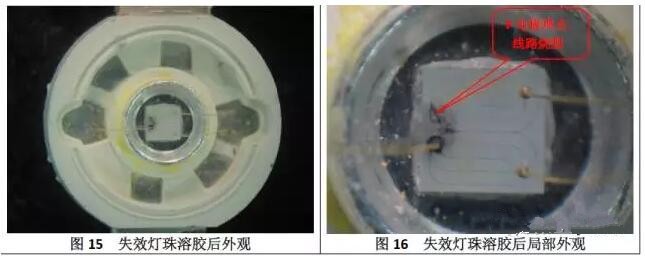
很明显,芯片P电极烧毁是造成灯珠死灯的直接原因。那么,是什么原因导致芯片P电极烧毁的呢?接下来,我们做了如下分析。
我们随机选取了几颗能够正常点亮的灯珠样品进行模拟高电压冲击实验,对每颗灯珠单独施加20V瞬间高电压。实验结果显示,高电压冲击后灯珠瞬间出现死灯,溶胶后检查发现也是芯片上的P电极线路烧毁导致开路死灯,如图17和图18所示。
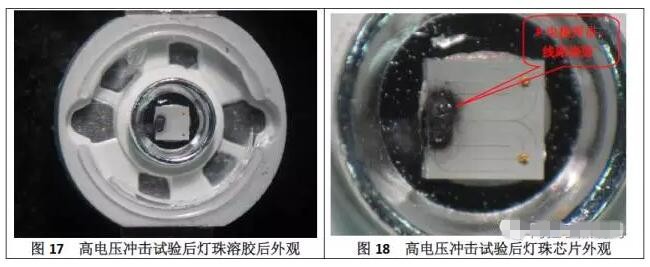
通过上述的检查和验证试验,可以推断造成客户这批灯珠死灯的根本原因是灯珠使用过程中突波电流过大,因芯片P区的电阻值较N区高,当电流集中通过P电极,P电极最先烧毁并导致开路死灯。
灯珠使用过程中出现突波电流(或电压)过大,很可能与灯具驱动电源在启动或关闭时的突波电流有关,也有可能是芯片P电极打线有瑕疵,导致P电极焊点出现瞬间接触不良情况,当有多颗LED串联时会累积高压在接触不良接点上引起瞬间高电流造成灯珠焊线烧毁及封胶烧黑。
4.芯片受腐蚀
前面的死灯案例都是呈开路现象,下面为大家举个短路死灯现象的案例。
4.1案例
失效样品为仿流明灯珠,灯珠老化过程中发现这些灯珠出现死灯、暗光等不良情况。对不良品进行溶胶后,检查发现芯片电极较多区域出现受腐蚀和电极剥落的情况,如图21和图22所示。
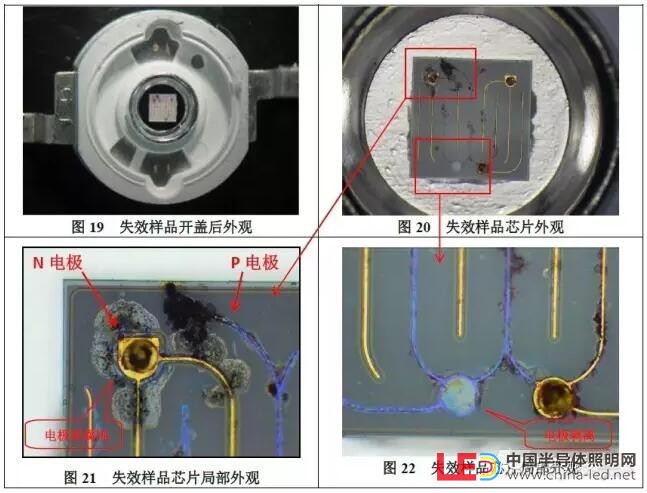
利用X射线能谱仪(EDS)对芯片受腐蚀区域进行元素分析,检测发现芯片电极受腐蚀区域含有较多的Na、Cl和K元素,如图23和图24所示。
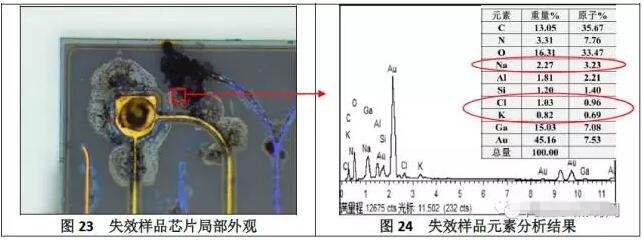
根据元素的化学组成,推测芯片可能受到NaCl和KCl污染。当热与水汽共存时会腐蚀芯片电极,造成芯片电极金属腐蚀及电极线路粘接力下降,甚至导致局部区域脱落。而电极溶解物的迁移会使芯片P、N电极短路导致芯片死灯。
总结
造成LED死灯的原因有很多,从封装、应用、到使用的各个环节都有可能出现死灯现象,以上提到的案例只是抛砖引玉。如何减少和杜绝死灯,提高产品质量和可靠性,是每个LED企业需要面对的关键问题。
通过对LED死灯原因进行分析,是我们减少和杜绝LED死灯的重要途径之一,而对LED产品进行失效分析,除了强大的设备硬件外,还需要具备芯片、封装、应用各个环节的生产经验作支撑,才能发挥设备的能力,为客户排忧解难。



